现在在很多行业中都会应用到阀块这种装置,对于这种装置的精度要求是非常高的,所以在加工前我们要做好相应的准备工作,这些准备工作包括机加工、机加工、以及清洗等等几个方面,做好这些准备工作之后,才能让加工更加顺利的进行。那在我们进行阀块加工的时候,怎么去控制它的精度问题呢?相信很多朋友都还不了解,一起来文章中听听小编的介绍吧!
阀块加工前的准备工作:
1、机加工
铣、刨阀块毛坯等粗加工后,进行钳工划线,应留出精磨的余量。阀块的表面粗糙度一定要达到设计要求,尤其是液压阀、法兰、管接头的安装面上不得有划线痕迹和其它缺陷,否则会造成渗漏。
2、去毛刺
阀块的机械加工完成后,必须清除棱角和刺。阀块中的所有流道,尤其是相贯流道的交叉处,必须彻底清除所存在的毛刺,这与整个液压系统的可靠性密切相关,不容忽视。
3、清洗
阀块进入装配前必须彻底清洗,尽量设置专用的清洗设备,清洗液宜采用防锈清洗液,亦可采用煤油或机油。冲洗时尽量有一定的压力,所有流道特别是盲孔必须清洗干净,不留有任何铁屑、污垢和杂物。
怎么解决阀块加工时的精度问题?
1、钻孔时的排屑问题
钻削过程中的排屑不畅,极易折断钻头,特别是数控钻削过程中,一旦钻头折断,极易造成后续孔加工刀具全部损坏。因此解决排屑问题就显得尤为重要。
为了解决钻小深孔时的排屑问题,我们用宏程序编制了一个通用的钻孔程序解决。其主要思路是,如果钻削的孔比较深,则每次进给更少就要退出钻头排屑。
一般来说,孔深大于直径5倍的情况下,每进给一个钻头直径的深度就要进行一次排屑。
2、孔对外圆的同轴度问题
在深孔钻削加工的过程中,由于钻头两条切削刃存在对称误差、锋利程度不一致等,都会造成钻削过程中孔位的漂移。正常情况下100mm漂移数值控制在0.1mm就存在一定的难度。通常要求较严的孔在钻削之后都会进行铰削,铰削可控制孔的直径精度、提高表面质量。
以上这些就是小编为大家介绍的关于阀块方面的知识,大家在看完小编的这些介绍之后,是不是对这个方面的内容更加了解了呢?在加工的时候一定要按照小编的提示去进行!
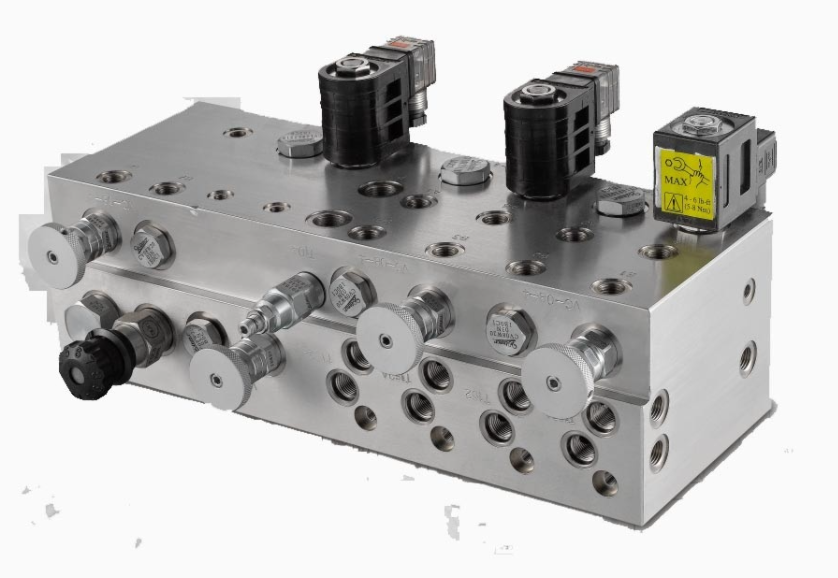


 油路块详情介绍
油路块详情介绍  阀块加工
阀块加工  充液阀
充液阀  阀块
阀块  电磁阀
电磁阀  真空设备
真空设备  橡塑机械
橡塑机械  液压系统
液压系统  医疗器械
医疗器械  燃气设备
燃气设备  扫一扫添加微信
扫一扫添加微信