液压厂家咨询服务热线:15195865588
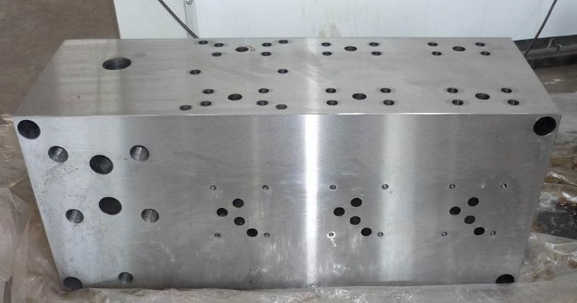
液压阀块的加工制造大家都了解过吗?它的这个流程包括预处理、机加工、去毛刺、清洗、装配等相关步骤。其具体的流程还需要大家接下来和小编一起来了解一下,当然进行装配之前还需要对其进行一个调试,以下小编以为大家整理了相关详情,希望会对大家都有所帮助。

1、预处理
进行加工阀块的材料必须要保证其内部组织的致密,其不得有夹层、沙眼等缺陷,在必要的时后应对毛坯进行探伤。关于铸铁块和一些较大的钢材块,当其在进行加工前应进行时效处理和预处理。
2、机加工
对于铣、刨阀块毛坯等进行粗加工后,需要进行钳工划线,并应留出最后精磨的余量。而且阀块的表面粗糙度一定是要达到设计的要求,尤其是液压阀、法兰、管接头的安装面上,这些都是不得有划线痕迹和其它缺陷,否则会造成渗漏。
3、去毛刺
当阀块的机加工完成后,阀块中所有的流道,尤其是相贯流道的交叉处须要进行处理倒棱、去刺,这与整个液压系统的可靠性息息相关,切不可忽视。
4、清洗
阀块在进入装配前必须要彻底的进行清洗,建议设置专用的清洗设备,并且清洗液宜采用防锈清洗液,亦可采用煤油或机油。当其在进行冲洗时最好要有一定的压力,流道和一些盲孔是必须要清洗干净的,不得留有任何铁屑、污垢和杂物。
经过清洗后的阀块应立刻进入装配,否则应涂上防锈油,并将油口盖住,这样可以防止其被锈蚀和再次污染。
5、装配
阀块在装配前应再次进行校对孔道的连通情况,查看其是否与原理图相符。还需要保证所装配的元件、密封件及其它部件均为合格品。
同时关于阀块上的螺堵应加厌氧胶助封,在其使用厌氧胶前必须对结合面进行清除油垢,并加胶拧紧,要等待24小时后才能通油。
当其在进行调试前应先进行l0~20min的回路冲洗,在进行冲洗时应不断切换阀块上的电磁换向阀,要使油流能冲洗到阀块的所有通道。
若是阀块上有比例阀和伺服阀,应该需要先改装冲洗板,以防会损坏精密的元件。对于阀块的调试包括耐压试验和功能试验,进行试验时可采用系统本身油源也可采用专用的试验台。

 油路块详情介绍
油路块详情介绍  阀块加工
阀块加工  充液阀
充液阀  阀块
阀块  电磁阀
电磁阀  真空设备
真空设备  橡塑机械
橡塑机械  液压系统
液压系统  医疗器械
医疗器械  燃气设备
燃气设备  扫一扫添加微信
扫一扫添加微信