液压厂家咨询服务热线:15195865588
在液压机的使用过程中,经常可能会遇到油量供应不上的情况,继而就影响了生产的效率,所以为了改善这样的情况,人们都会在液压机里安装一个阀块,作用就是帮助液压机可以及时的供给油,保证生产的顺利进行,因为这种设备都是属于比较精密的,所以在设计的时候一定要规划好相关的事宜,那么常见的规划要点是什么呢?另外,设计完之后进行加工的流程大家清楚吗?不了解的话就随小编一起来看看吧!
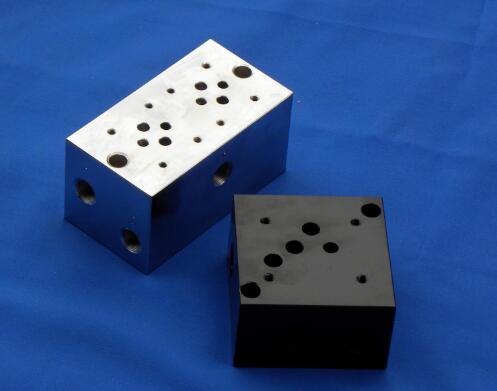
1、液压阀块规划中,油路应尽量简捷,尽量削减深孔、斜孔和工艺孔。阀块中孔径要和流量相匹配,特别应留意相贯穿的孔有必要保证有满足的通流面积,留意进出油口的方向和方位,应与系统的整体安置及管道连接方式相匹配,并考虑设备操作的工艺性,有笔直或水平设备要求的元件,有必要保证设备后符合要求。
2、关于工作中需要调理的元件,规划时要考虑其操作和观察的方便性,如溢流阀、调速阀等可调元件应设置在调理手柄便于操作的方位。
3、需要常常检修的元件及要害元件如比例阀、伺服阀等应处于阀块的上方或外侧,以便于拆装。其他,阀块规划中要设置满足数量的测压点,以供阀块调试用,关于重量30kg以上的阀块,应设置起吊螺钉孔,但在满足运用要求的前提下,阀块的体积要尽量小。

阀块设计完成后,就开始准备投料生产了,加工工艺大致如下:
1、加工前处理,加工阀块的材料需要保证内部组织致密,不得有夹层、砂眼等缺陷,加工前应对毛坯探伤。铸铁块和较大的钢材块在加工前应进行时效处理和预处理。
2、下料。一般阀块的材料每边至少留2mm以上加工余量。
3、铣外形,铣削阀块六面,每边留0.2-0.4mm粗磨量。
4、粗磨,粗磨阀块六面,每边留0.05-0.08精磨量,保证每对对面平行度小于0.03mm,两相邻面垂直度小于0.05mm。
5、划线。有条件的可在数控钻床上直接用中心钻完成。
6、钻孔,各孔表面静糙度为Ra12.5。
7、精磨。磨削阀块六面,各表面磨至粗糙度Ra0.4um。
以上就是关于阀块设计的规划要点和加工流程的介绍,如果有朋友是做阀块方面工作的,可以参考上面的内容,希望对大家有所帮助。

 油路块详情介绍
油路块详情介绍  阀块加工
阀块加工  充液阀
充液阀  阀块
阀块  电磁阀
电磁阀  真空设备
真空设备  橡塑机械
橡塑机械  液压系统
液压系统  医疗器械
医疗器械  燃气设备
燃气设备  扫一扫添加微信
扫一扫添加微信