液压厂家咨询服务热线:15195865588
液压阀的优势,其体现在工作灵活、作用可靠、工作时冲击和振动小、噪声小、可使用寿命长等方面。当然,其存在的优势还不止这些,下面小编在为大家详细的介绍一下。除了它的优势之外,小编还要为大家介绍一下它的加工工艺,这方面的知识不知道大家是否有了解过呢?下面就随小编一起来了解一下吧!
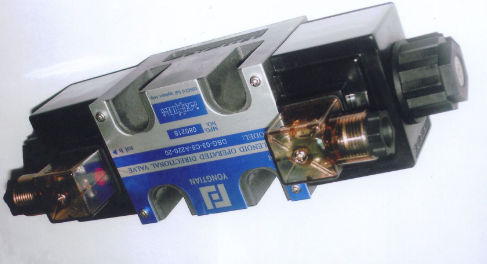
其实液压阀是一种用压力油操作的自动化元件,它是受配压阀压力油的控制。其通常是与电磁配压阀进行组合使用的,一般可用于远距离控制水电站油、气、水管路系统的通断。
常用于一些夹紧、控制、润滑等油路方面。其有直动型与先导型之分,一般多采用的是先导型。
液压阀的优势:
1、其动作灵活,并且作用可靠,而且在工作时冲击和振动小、噪声小、可使用寿命长。
2、它的流体通过液压阀时,压力损失小,当阀口关闭时,其密封性能好,且内泄漏小,无外泄漏。
3、所控制的参量较为稳定,其受外部干扰时变化量也较小。
4、其结构较为紧凑,安装、调试、使用、维护等方面比较方便,而且通用性好。
1、加工前处理
选用加工阀块的材料,首先需要保证其内部组织致密,且不得有夹层、沙眼等缺陷的存在。同时在加工前还应对毛坯进行探伤,一些铸铁块和较大的钢材块在进行加工前,应进行时效处理和预处理。
2、下料
进行下料的时候,一般每边至少需留2mm以上的加工余量。
3、铣外形
铣削阀块6面的时候,在每边需要留0.2-0.4mm粗磨量。
4、粗磨
对于粗磨阀块的6面,至少在每边留0.05~0.08mm精磨量部分。需要保证每对所对应面的平行度小于0.03mm,且两相邻面的垂直度小于0.05mm即可。
5、划线
进行着一步骤的时候,若是有条件的,可在数控钻床上直接用中心钻进行完成。
6、钻孔
一般各孔的表面精糙度为Ra12.5即可。
7、精磨
进行磨削阀块6面时,其各表面需要磨至粗糙度为Ra0.4um方可。

 油路块详情介绍
油路块详情介绍  阀块加工
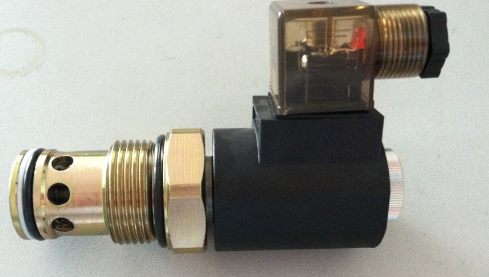
阀块加工  充液阀
充液阀  阀块
阀块  电磁阀
电磁阀  真空设备
真空设备  橡塑机械
橡塑机械  液压系统
液压系统  医疗器械
医疗器械  燃气设备
燃气设备  扫一扫添加微信
扫一扫添加微信